
All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
(6386 produtos disponíveis)






















As máquinas de classificação de cores industriais estão disponíveis em diferentes modelos e tipos para atender às diversas necessidades de negócios. Elas podem ser classificadas com base na tecnologia utilizada para classificação, os tipos de produtos que geralmente processam e seu projeto físico e capacidade.
As especificações das máquinas de classificação de cores industriais podem variar dependendo do projeto da máquina do fabricante. As principais especificações incluem precisão de classificação, capacidade, tamanho, quais materiais a máquina pode classificar e a tecnologia utilizada na máquina.
Uma máquina de classificação de cores industrial requer manutenção periódica para funcionar bem, classificar com eficácia e durar mais tempo. A manutenção regular pode evitar falhas frequentes, aumentar a vida útil da máquina e reduzir os custos de reparo. É responsabilidade do fabricante e do usuário programar manutenção regular para a máquina de classificação de cores.
Algumas dicas gerais e rotinas básicas de manutenção ao cuidar de um classificador de cores industrial incluem:
As máquinas de classificação de cores industriais são usadas em uma variedade de indústrias e têm muitas aplicações.
Indústria de alimentos
Grãos de cereais como arroz, trigo, milho, feijão e outras culturas podem conter defeitos de cor, como gorgulhos, grãos pretos, arroz amarelo, pedras e outros objetos estranhos. Um classificador de cores pode classificá-los perfeitamente de acordo com padrões pré-definidos, melhorando a qualidade e a comercialização.
Além dos grãos, os classificadores de cores industriais também podem classificar outros produtos alimentícios, incluindo:
Nozes
Assim como os feijões, as nozes também podem ter defeitos de cor ou corpos estranhos, como pastilhas de couro e nozes estragadas. As máquinas de classificação de cores de nozes podem melhorar a segurança alimentar.
Sementes
As sementes precisam de classificação de cores para eliminar aquelas com cores diferentes, o que pode indicar baixa qualidade ou imaturidade.
Lanches e Doces
Lanches
Como batatas fritas e pipoca. Os classificadores de cores de lanches podem remover pedaços descoloridos, queimados ou defeituosos para garantir a consistência do produto.
Doces
Os doces geralmente vêm em cores diferentes, mas alguns podem estar fora das especificações ou cores artificiais que precisam ser removidas para segurança e qualidade.
Outros produtos alimentícios
Os classificadores de cores industriais têm mais aplicações na indústria de alimentos. Por exemplo, eles podem classificar frutas e vegetais estragados, como uvas, maçãs, cerejas, batatas e cenouras, de acordo com padrões de cor predefinidos, aumentando assim a segurança alimentar.
Indústria não alimentar
Os classificadores de cores industriais são amplamente utilizados em indústrias não alimentares, como a indústria agrícola, a indústria de mineração, a indústria de reciclagem e outras.
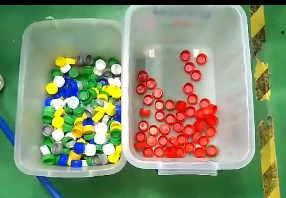
Os classificadores de cores não são apenas para alimentos. Eles também desempenham um papel essencial nas indústrias não alimentares. No setor agrícola, eles podem classificar uma variedade de culturas, como grãos de café, folhas de chá, especiarias e outras. Na mineração, os classificadores de cores podem classificar minerais, como ouro, cobre, carvão e outros, com base em suas diferenças de cor. Trabalhando em plantas de reciclagem, eles podem diferenciar os tipos de plástico, como PET, PP, HDPE, PVC e outros, ou diferenciar os têxteis de resíduos, como algodão, poliéster e lã, para melhorar a eficiência da reciclagem.
Ao comprar máquinas de classificação de cores, os compradores devem priorizar modelos com capacidades eficazes de classificação. Os compradores de negócios devem procurar classificações que possam identificar e separar produtos com base nas tonalidades desejadas. Eles também devem adquirir máquinas flexíveis que possam classificar vários produtos, desde nozes e grãos até vegetais e resíduos plásticos. Essas máquinas têm parâmetros ajustáveis para adaptar o processo de classificação a diferentes tipos de materiais.
Além disso, os compradores devem escolher máquinas com interfaces de usuário intuitivas. Máquinas complexas de classificação de cores podem criar dificuldades e resultar em um período de treinamento dispendioso. Além disso, os compradores devem procurar máquinas com requisitos de manutenção fáceis. As instalações de produção movimentadas podem não ter tempo suficiente para atender às necessidades de manutenção da máquina de classificação. A máquina classificada deve ter uma construção robusta que possa suportar o uso frequente e as necessidades de manutenção mínimas.
Os compradores também devem adquirir máquinas com velocidades de processamento rápidas para minimizar o tempo de inatividade da linha de produção e aumentar a produtividade. Mais importante ainda, a precisão de classificação da máquina em questão deve ser ideal para reduzir a quantidade de produtos enviados por engano para a embalagem final. A precisão da máquina afetará a satisfação do cliente e a reputação da marca.
As máquinas de classificação de cores industriais vêm com diferentes tecnologias de classificação. Os compradores devem escolher a máquina que se adapta às necessidades específicas de seu setor. Além disso, os compradores devem adquirir máquinas que consumam baixa potência para minimizar os custos de energia. Também seria útil obter uma máquina de classificação de cores compatível com a configuração existente na instalação de produção. Ele deve ser de tamanho e construção adequados para se encaixar bem com outros equipamentos. Além disso, como as necessidades de uma configuração de produção variam, os compradores podem escolher classificadores de cores de diferentes capacidades e tamanhos para atender às suas necessidades específicas de aplicação.
Antes de comprar uma máquina de classificação de cores, os compradores também devem verificar a resolução de suas câmeras e a velocidade de processamento. Um modelo com câmeras de alta resolução pode detectar diferenças de cores sutis, enquanto velocidades de processamento mais rápidas podem aumentar a eficiência da produção. Além disso, os compradores devem avaliar os serviços de software de sistema e suporte técnico oferecidos. Um sistema de software avançado pode fornecer flexibilidade e funcionalidade, enquanto o suporte técnico confiável pode garantir ajuda e soluções oportunas.
P: Quais tipos de produtos podem ser classificados por um classificador de cores industrial?
R: Os classificadores de cores são normalmente usados para classificar os seguintes produtos: produtos agrícolas, como grãos, leguminosas, nozes, sementes, arroz e outras culturas; minerais como carvão, calcário, classificação de plástico, algodão e outros bens relacionados à pureza das fibras. Os classificadores de cores também podem ser usados na indústria alimentícia para classificar produtos culinários, como doces, alimentos congelados e processamento de alimentos. Finalmente, os classificadores de cores podem ser usados para separar coisas de acordo com suas cores em procedimentos de reciclagem industrial. Eles incluem classificações relacionadas à cor, brilho e qualidade dos vários materiais, incluindo a separação de vidro colorido, papel e outros contaminantes de fluxos recicláveis.
P: O que é uma máquina de classificação óptica?
R: Uma máquina de classificação óptica é um dispositivo que separa objetos com base em suas propriedades físicas e ópticas. Normalmente consiste em uma esteira transportadora que move itens past sensores que detectam suas características, como tamanho, forma, cor e brilho. Os sensores enviam dados para um sistema de controle que decide se aceita ou rejeita o item. Se o item for rejeitado, ele é descartado para um canal separado. As máquinas de classificação óptica são comumente usadas nas indústrias de processamento de alimentos, reciclagem e processamento de minerais.
P: Quais são os benefícios de usar máquinas de classificação de cores?
R: O uso de máquinas de classificação de cores oferece vários benefícios, incluindo precisão e eficiência aprimoradas, maior produtividade, controle de qualidade aprimorado, economia de tempo e custo, versatilidade e classificação automatizada de vários materiais.
P: Como a tecnologia impactou as máquinas de classificação de cores?
R: A tecnologia impactou significativamente as máquinas de classificação de cores, introduzindo sistemas de detecção avançados, como imagem digital e inteligência artificial, melhorando sua precisão e eficiência. Além disso, os avanços tecnológicos automatizaram o processo de classificação, minimizando a intervenção humana e aumentando a produtividade.
















