
All categories
Featured selections
Trade Assurance
Buyer Central
Help Center
Get the app
Become a supplier
(902 produtos disponíveis)




























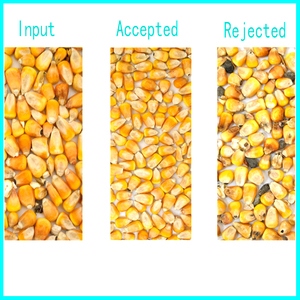










































































































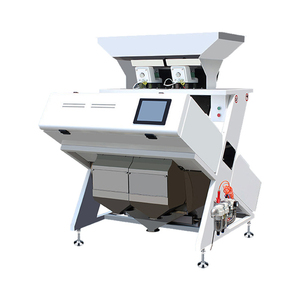




















































































Devido ao avanço da tecnologia, vários tipos de máquinas de classificação de milho surgiram no mercado para atender às demandas de classificação de vários setores. A **máquina de classificação de cor de milho** foi criada para classificar com precisão o milho com base na tonalidade, forma, tamanho e peso. Ela emprega tecnologia de câmera de ponta e algoritmos de inteligência artificial para detectar variações de cor e separar grãos indesejáveis de forma rápida e precisa.
Os classificadores ópticos são máquinas de classificação de cor de milho populares que utilizam tecnologia baseada em câmera para identificar grãos descoloridos ou danificados com base em sua cor. Essas máquinas de classificação trabalham com rapidez e precisão e são preferíveis às inspeções táteis ou visuais.
Outro dispositivo padrão é um classificador de jato de ar que classifica os grãos com base em sua forma e tamanho usando jatos de ar. Esses classificadores podem separar grãos de milho de seixos, impurezas e outros objetos estranhos. Além disso, as máquinas de classificação de milho também podem ser classificadas com base na automação e capacidade de processamento. Algumas máquinas possuem um sistema de entrada manual onde os trabalhadores alimentam o milho no classificador, enquanto outras possuem um sistema de alimentação por esteira que permite a classificação contínua.
As máquinas de classificação de milho baseadas em calibre são um dos tipos de classificadores mais utilizados na indústria de produção de alimentos. Essas máquinas são usadas principalmente para remover impurezas estranhas, como pedras, e geralmente são as primeiras máquinas de classificação em linha. Além disso, algumas máquinas possuem uma opção de classificação multicanal, permitindo a classificação simultânea com base em vários parâmetros, enquanto outras possuem sistemas de classificação monocanal que se concentram em uma característica específica.
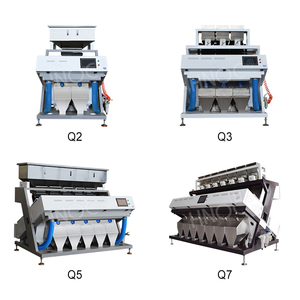
As máquinas de classificação de milho também podem ser classificadas de acordo com sua capacidade. As máquinas de classificação em grande escala são normalmente usadas em ambientes industriais ou comerciais, enquanto as máquinas em pequena escala podem ser adaptadas para uso doméstico ou localizado. Geralmente, todas as máquinas de classificação são utilizadas para melhorar a qualidade do produto e garantir a conformidade com os padrões estabelecidos pelos usuários finais.
Os métodos de classificação de milho antigos incluíam a inspeção manual do milho sob luz forte e a separação dos grãos ruins usando vassouras e baldes. No entanto, o avanço tecnológico tornou possível criar máquinas que classificam com precisão o milho com base na cor e que podem processar grandes quantidades de milho com mínima intervenção humana.
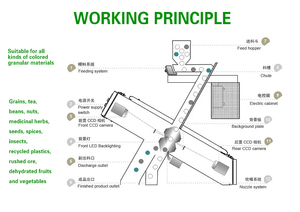
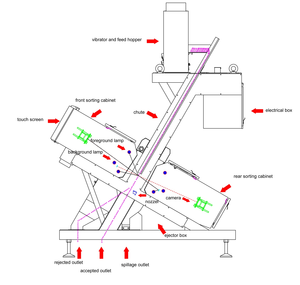
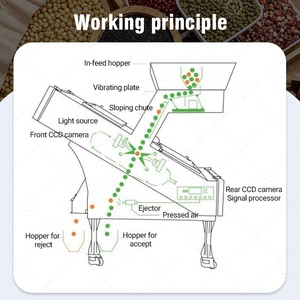
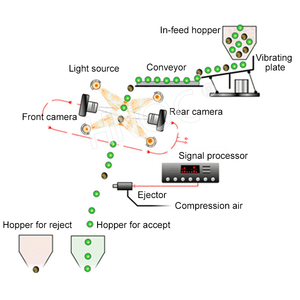
Sistema Ótico:
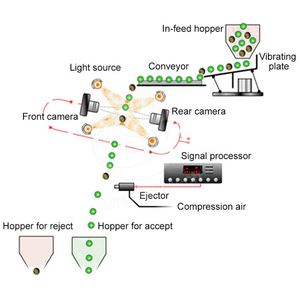
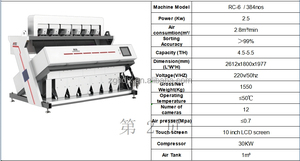
Normalmente, as máquinas de classificação de cor de milho possuem um sistema óptico que pode incluir uma ou mais câmeras. O trabalho dessas câmeras é detectar a cor e as características visuais de cada grão de milho que passa pela máquina. A resolução das câmeras pode variar de modelo para modelo, mas geralmente é alta o suficiente para permitir a detecção de pequenas diferenças de cor. Algumas máquinas podem até ter recursos de imagem multiespectral ou hiperespectral, que permitem que a máquina classifique o milho com base em mais do que apenas a cor.
Algoritmo de tomada de decisão:
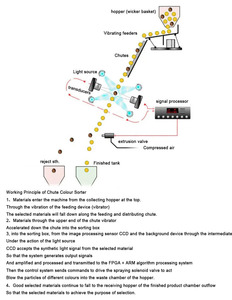
Depois que a imagem de um grão de milho é capturada pelo sistema óptico, ela precisa ser analisada e classificada na categoria apropriada. Essa função geralmente é realizada por um computador equipado com um programa específico. O computador processa as imagens enviadas pelas câmeras, compara-as com parâmetros predefinidos e decide se um grão de milho deve ser mantido ou removido do produto final.
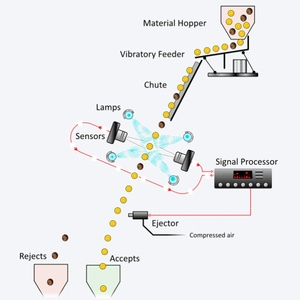
Mecanismo de classificação:
Depois que um grão de milho é classificado, ele deve ser separado fisicamente do restante. Isso é feito por um mecanismo de classificação que opera com base nas decisões tomadas pelo computador. A maioria das máquinas de classificação de cor de milho usa sistemas pneumáticos ou eletromecânicos para esse fim. Os sistemas eletromecânicos podem usar um atuador eletromagnético para remover os grãos de milho indesejáveis, enquanto os sistemas pneumáticos usam pequenos jatos de ar direcionados ao grão específico que precisa ser removido.
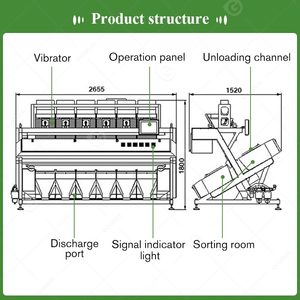
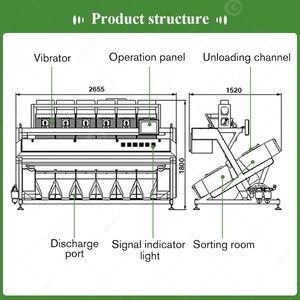
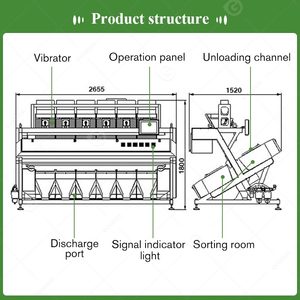
Sistema de esteira:
O papel desse sistema é garantir o fluxo contínuo do material sob inspeção na frente do sistema de detecção óptica. O mecanismo garante que todos os grãos de milho estejam adequadamente espaçados uns dos outros, o que ajuda na detecção e classificação precisas.
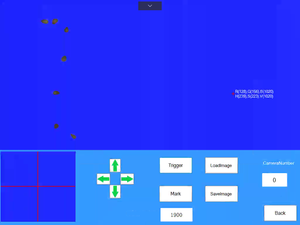
Sistema de controle:
Esta é a parte de uma máquina de classificação de cor de milho que permite que o operador ajuste as configurações da máquina e os parâmetros de classificação. Por meio de uma interface amigável, o usuário pode definir as cores dos grãos de milho que deseja classificar, definir os limiares e revisar os resultados e estatísticas de classificação. O sistema de controle também fornece feedback em tempo real para o usuário sobre o status e o desempenho da máquina.
Limpeza regular:
É importante limpar o sistema óptico da máquina periodicamente. Fazer isso ajuda a manter a precisão da máquina de classificação e evitar o acúmulo de poeira e resíduos em suas lentes e câmeras.
Remoção de poeira:
Como as máquinas de classificação de cor geralmente estão expostas a ambientes empoeirados, é necessário garantir que o corpo da máquina e os componentes internos estejam livres de poeira. Isso é feito para melhorar sua eficiência operacional e prolongar sua vida útil. Os usuários precisam garantir que a máquina não seja exposta a quantidades excessivas de poeira, envolvendo-a em uma caixa ou invólucro. Eles também devem ter o cuidado de remover periodicamente qualquer poeira acumulada no interior.
Calibração periódica:
Para obter precisão ideal, é necessário calibrar periodicamente as máquinas de classificação de cor de milho. Durante a calibração, os parâmetros da máquina devem ser ajustados de acordo com os requisitos específicos dos grãos de milho que estão sendo processados. Isso inclui definir previamente as cores a serem classificadas e os limiares correspondentes a elas. Além disso, o foco da câmera e os parâmetros de imagem devem ser ajustados para otimizar a detecção e classificação dos grãos.
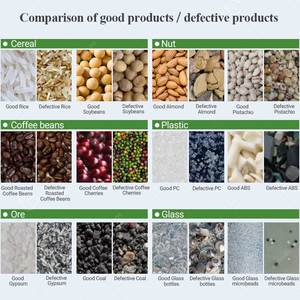
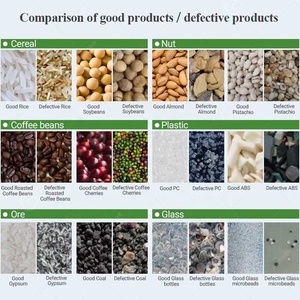
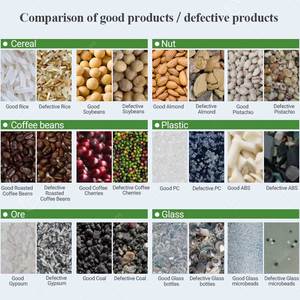
Alguns setores que mais utilizam máquinas de classificação de grãos de milho incluem os seguintes:
Indústrias de processamento de alimentos
Nessas instalações, os classificadores de cor de milho são muito importantes. As máquinas ajudam a classificar os grãos de milho descoloridos, estragados ou danificados. Com o auxílio desses dispositivos, apenas o milho de boa qualidade é processado e utilizado para consumo humano. Portanto, as máquinas ajudam a melhorar a qualidade do produto final.
Operações de moagem
As empresas de moagem geralmente utilizam máquinas de classificação de milho antes de moer o milho. Os classificadores de cor ajudam as empresas de moagem de milho a garantir que apenas o milho de qualidade seja moído. Quando os grãos danificados ou descoloridos são removidos, isso melhora a qualidade da farinha produzida.
Produção agrícola
As máquinas de classificação de cor de milho são amplamente utilizadas no setor agrícola. Mais especificamente, as máquinas são utilizadas durante o manuseio pós-colheita do milho. Os dispositivos ajudam os agricultores a classificar os grãos de milho indesejáveis. Isso permite que os agricultores vendam milho de melhor qualidade para os consumidores e obtenham melhores margens de lucro.
Fabricantes de ração animal
Os animais não devem consumir grãos de milho com mofo ou descoloração, pois podem adoecer nesse processo. Os fabricantes de ração animal utilizam máquinas de classificação de cor de milho para remover o milho ruim que não é adequado para animais. O classificador garante que apenas o milho saudável vá para a produção de ração animal.
Produção de lanches
Algumas empresas produzem lanches a partir do milho. Essas empresas devem garantir que apenas o milho de boa qualidade seja utilizado para a produção dos lanches. Como resultado, as máquinas de classificação de cor de milho são usadas para remover os grãos de milho defeituosos e melhorar a qualidade geral do produto final.
Ao escolher uma máquina de classificação de cor de milho, vários fatores precisam ser considerados para garantir que a máquina atenda às necessidades e requisitos específicos. É importante ter em mente os seguintes aspectos principais antes de decidir:
Tecnologia de classificação óptica:
Os investidores devem considerar o tipo de tecnologia de classificação óptica que o classificador emprega. Tecnologias avançadas, como classificação RGB baseada em câmera e infravermelho próximo (NIR), podem fornecer capacidades de classificação mais precisas.
Sensibilidade e precisão:
É crucial avaliar a sensibilidade e a precisão do classificador. Uma máquina com parâmetros de classificação ajustáveis e alta precisão pode detectar efetivamente até mesmo pequenas diferenças de cor e contaminantes.
Capacidade e vazão:
A capacidade de classificação e a vazão do classificador de milho devem corresponder aos requisitos de processamento. Considere o volume de milho que precisa ser classificado em um determinado período de tempo e escolha uma máquina que possa lidar com ele de forma eficiente.
Tamanho e design da máquina:
Ao integrar o classificador em uma linha de processamento existente, é crucial considerar o tamanho e o design da máquina. Escolha um classificador com um design compacto que possa se encaixar facilmente no local pretendido.
Interface amigável:
Selecione um classificador de milho com uma interface intuitiva e amigável. Uma máquina com um display claro e controles diretos permite que os operadores ajustem os parâmetros de classificação e monitorem o processo facilmente.
Durabilidade e manutenção:
É essencial escolher um classificador durável construído com materiais de alta qualidade. Considere os requisitos de manutenção e opte por uma máquina que seja fácil de limpar e manter para garantir o desempenho de longo prazo.
Custo e retorno sobre o investimento:
Por fim, considere o custo do classificador de milho e seu potencial retorno sobre o investimento. Avalie os benefícios da precisão e qualidade aprimoradas de classificação em relação ao custo de compra para tomar uma decisão informada.
P1: Por que a máquina de classificação de cor de milho é importante para a segurança alimentar?
R1: A máquina de classificação de cor de milho aumenta a segurança alimentar ao detectar e remover contaminantes nocivos, como fungos produtores de aflatoxinas e materiais estranhos não comestíveis, reduzindo o risco de substâncias tóxicas entrarem no suprimento de alimentos.
P2: A máquina de classificação de cor de milho pode ser integrada a linhas de processamento existentes?
R2: Sim, a maioria das máquinas de classificação de milho pode ser facilmente integrada a linhas de processamento existentes, permitindo a classificação perfeita e a otimização da eficiência geral da produção.
P3: A máquina de classificação de cor de milho requer manutenção?
R3: Sim, como qualquer máquina, o dispositivo de classificação de cor de milho requer manutenção, mas sua precisão e eficiência de classificação valem a pena.
P4: Quão flexível é uma máquina de classificação de cor de milho em termos de parâmetros de classificação?
R4: A sensibilidade, o tamanho e os critérios de cor da máquina de classificação podem ser ajustados para atender aos requisitos específicos de classificação, tornando-a uma ferramenta versátil para controle de qualidade.
















