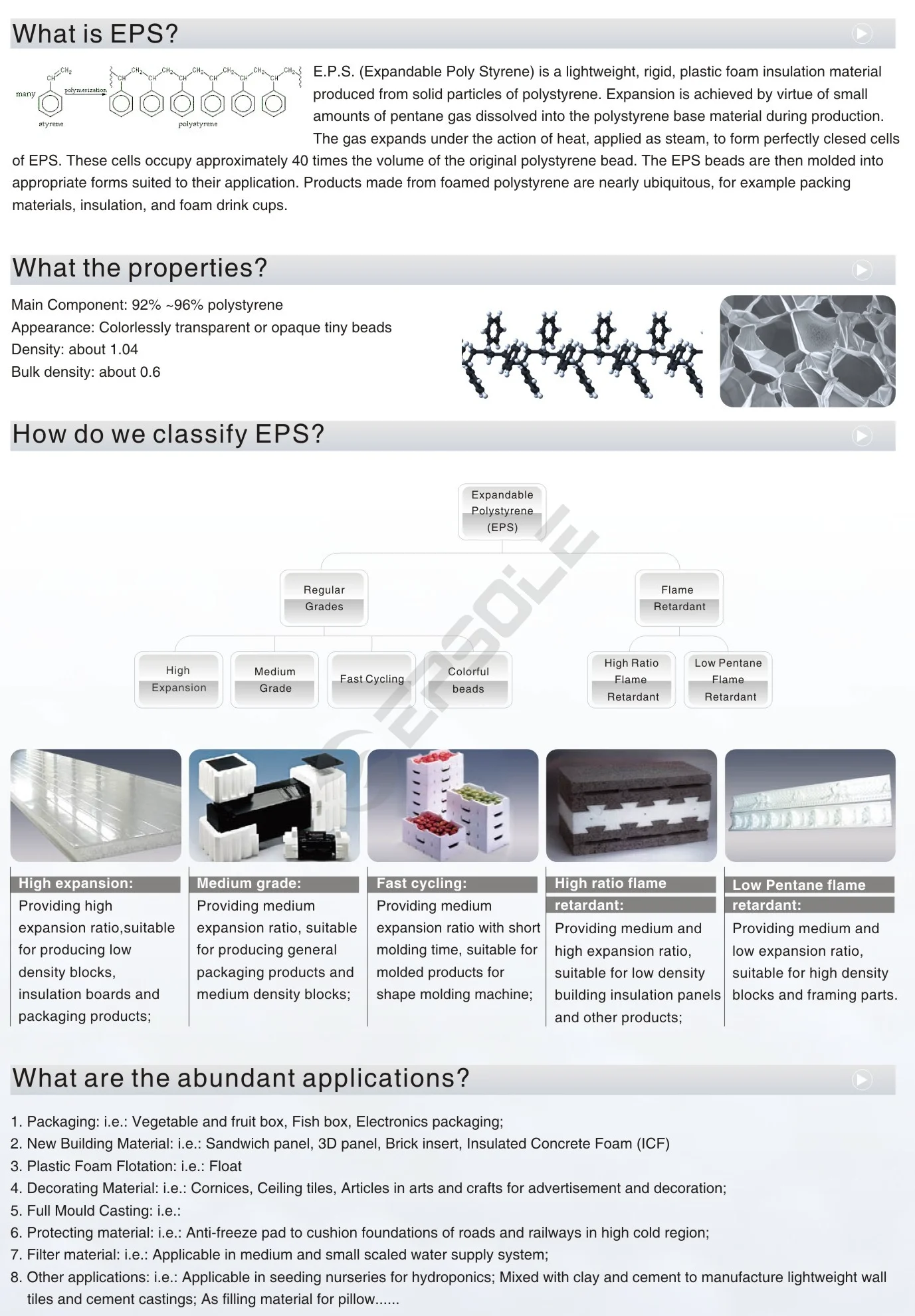
EPS(Poliestireno expandido) é um peso leve, rígida, material de isolamento de espuma de plástico produzido a partir de partículas sólidas de poliestireno. Expandsion é obtido através de pequenas quantidades de gás pentano dissolvido na base de poliestireno materiais durante a produção. o gás se expande sob a ação do calor, aplicado na forma de vapor, para as células de forma perfeitamente clesed de EPS.
Como é que vamos classfiy EPS Material?
Classes regulares-de Alta Expansão, Classe Média, Rápido Ciclismo, grânulos Coloridos
Retardador de Chama Retardador de chama-Alta Proporção, Baixo Pentano Retardador de Chama. Fast ciclismo EPS classeConfere excelente processamento e propriedades do produto Consistente em bruto contas e boa fluidez de espuma talão. Não odores nocivos em pré-expansão e moldagem Curto tempo de maturação Caracteristicamente de resfriamento rápido em máquinas de moldagem e melhor desempenho com sistema de vácuo automático Uniforme do tamanho das células, bonito e aparência da superfície plana Boa integração dentro, de alta resistência Uso em contato com alimentos 40-60 recomendado razão de expansão.
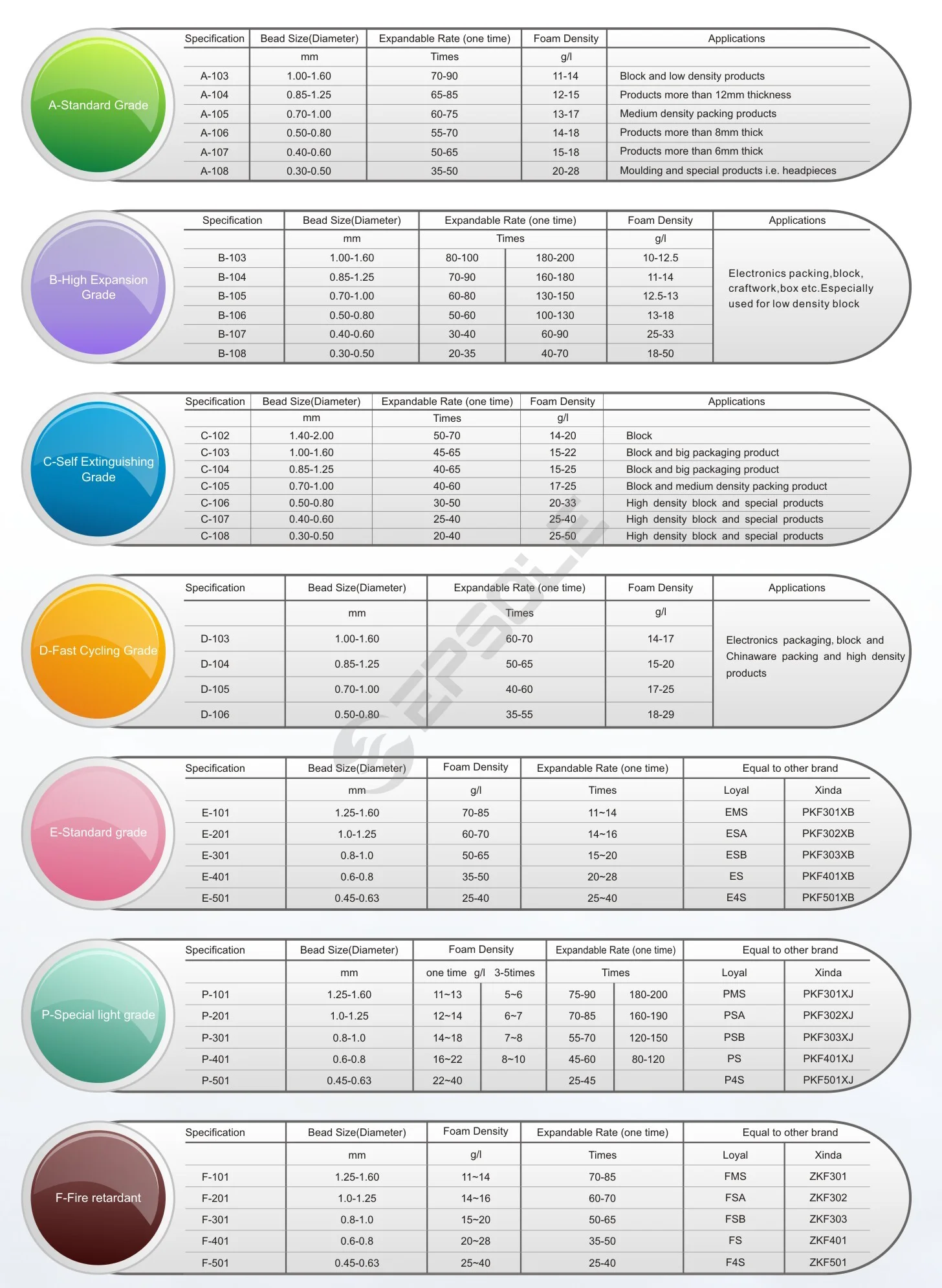
Recomendado Condições de Processamento Seleção de materiais Selecione bom talão de diâmetros de acordo com a forma exigida e densidade do produto final. Grandes artigos em média e baixa densidade (menos de 16g/l) exigem D-104 ou D-103. Contínuo pré-expansores exigem D-104 ou D-105 enquanto lote pré-expansores exigem D-105/D-106/D-107. Pré-expansão Pressão De vapor: 0.15Mpa-0.30Mpa Temperatura de pré-expansão: 96-108 ℃ Tempo de condicionamento: 4-24 Horas Moldagem Pressão do vapor de Estacionário Do Molde: 0.7-1.2kgf/cm ² Pressão do vapor de Movimentação de Molde: 0.7-1.2kgf/cm ²
Saúde e Segurança Rápida ciclismo grau totalmente atende aos requisitos do contato do alimento seguro como é menos do que 0.2% em peso/peso. O conteúdo total de impurezas de hidrocarbonetos aromáticos são muito mais baixos do que o um em produtos competitivos semelhantes. Durante o armazenamento, transporte e processamento, os baixos níveis de pentano soprando agente vai estar presente, que vai ter um explosivo na faixa de ar entre 1.1-6.0%. As matérias-primas e produtos deve ser bem ventilado e mantido longe de fontes de ignição incluindo estática eletricidade. Retardador de chama EPS notasConfere excelente processamento e propriedades do produto Raw grânulo e boa fluidez consistente de espuma talão Rápida expansão Densidade relativamente baixa em expansão do segundo-tempo. Excelente retardamento de chama com os EUA UL Certificação de Segurança Do Produto. Vasta gama de operação e adequado para várias máquinas de blocos, máquinas automáticas e prensas manuais. Bom celular, bonito e aparência plana. Baixa taxa de encolhimento de bloco de moldagem. Recomendado 40-70 índice de expansão para aumentar conforme a vários-expansão do tempo. Propriedade retardante de chama de Moldagem de Bloco Nossa empresa retardador de chama EPS passou a ecaluation dos EUA Underwriters Laboratories Inc. (UL) e a aprovação mumber é E212192. Processamento inadequado irá, no entanto, reduzir o retardador de chama coalings em expansão ou blendingwith geral grau EPS vai em ambos os casos reduzir o retardador de chama propriedades. A fim de garantir a chama retardantproperties, produtos deve ser deixado para a idade para permitir residual soprando agente para se dissipar. O período de envelhecimento é determinada principalmente pelo teor residual de agente de sopro, de densidade aparente e do tamanho do produto. Para o bloco, os dados a seguir é procided por experiência própria. (Sob condições bem ventilado) 15kg/m³ 20mm de espessura No 1 oriente one-semana de vida de prateleira 50mm de espessura No 1 leste dois-semana de vida de prateleira 30kg/m³ 20mm de espessura No 1 leste dois-semana de vida de prateleira 50mm de espessura No 1 oriente três-semana de vida de prateleira Correta compreensão de auto-extinção da chama retardador EPS Retardador de chama EPS material do produto não é não-queimado, ainda é chamado de retardador de chama de “”. Realmente international ressaltou bulding material EPS espuma produto de construção definido como “inflamável”, é só mais retardador de chama material de EPS em comparação com o normal. “Lgnitability GB8626 China Padrão Nacional de construção de produtos de medição estipula que a amostra testada” deve ser armazenado em menos dias com temperatura 14 23 2 ℃ e a umidade relativa do ar 50 ± ± 5%. GB8624-2006 China Padrão Nacional “Fogo de classificação dos produtos de construção e elementos de construção”, igual a União Europa Padrão “en13501-1:2002”. A nova versão do GB8624 mudou muito e expandiu o entendimento para os parâmetros da queima de liberação taxa, a quantidade de liberação de calor ardente, queimando fumaça densidade e densidade do fumo e queima queima resultado toxicidade. As classificações dos níveis de auto-extinguível estão relacionados com a utilização final dos produtos. Se o mesmo produto tem diferentes usos finais, ele vai ter diferentes níveis de auto-extinguível. Os procedimentos e as regras gerais para a seleção de acordo com EN13238-Conditioning de substratos e ENISO11925-2:2002- lgnitability de construção de produtos submetidos a o choque direto da chama-parte 2: single-chama fonte de teste, o EPS retardantes de chama com a marca SUNCHEM passou os testes.
Recomendado Condições de Processamento Seleção de materiais Selecionar o diâmetro do talão conforme o exigido densidade do bloco. Baixa densidade (10-13g/l) requer C-102, C-103 ou C-104. Quando a densidade necessária está na gama de 12-16g/l, o grau necessário será C-104 ou C-105. Quando a densidade é 16-24g/l, o grau necessário será C-104, c-105 ou C-106. Com maior densidade, sobre 25g/l, a exigência é C-106, C-107. Pré-expansão Pressão de vapor: 0.2Mpa-0.4Mpa Temperatura de pré-expansão: 96-106 ℃ Tempo de maturação: 4-10 horas de intervalo entre os dois pré-expansões. A densidade em primeiro pré-expansão é geralmente 1.5-1.6 tempo de que o segundo pré-expansão. Máquina de Molde do bloco Embalagem Pressão do vapor de Estacionário Do Molde: 0.8-1.2kgf/cm ² Pressão do vapor de Movimentação de Molde: 0.8-1.2kgf/cm ² Bloco Principal Heatingf: 0.55-0.80 kgf/cm ² O Tempo de resfriamento: em torno de 300-800 segundos, relacionada com a densidade do bloco e da propriedade ou máquinas.